ستحتاج حتما أثناء تشغيل القطع الميكانيكية إلى حركات بخطوط مستقيمة غير موازية لمحاور الإحداثيات، ولهذه الغاية يُستخدَم الاستيفاء الخطي (linear interpolation) في برامج التشغيل من أجل القيام بحركة قطع وفق ”خط مستقيم“ من نقطة موضع بداية القطع إلى موضع نهايته، فالمسافة المبرمجة في نمط الاستيفاء الخطي تشكل خطاً مستقيماً بشكل دائم يصل بين نقطة البدء ونقطة النهاية، وهذه ميزة برمجية هامة جداً تُستخدَم بشكل أساسي في تشغيل المقاطع الداخلية والخارجية، كما يجب استخدام الاستيفاء الخطي من أجل التشغيل الدقيق لأية حركة زاويَّة (مثل عمليات كسر الحواف وتشغيل الزوايا والمخاريط... إلخ.)، في نمط الاستيفاء الخطي يمكن توليد ثلاثة أنماط للحركات هي الحركة وفق محور واحد أو محورين أو ثلاثة محاور.
ماهو بالتحديد الاستيفاء الخطي
مصطلح ”الاستيفاء الخطي“ يعني أن نظام التحكم control system قادر على حساب إحداثيات آلاف النقاط الوسيطة بين نقطتي بدء القطع ونهايته، ونتيجة هذه الحسابات هي المسار الأقصر بين هاتين النقطتين، وكافة هذه الحسابات تتم بشكل آلي حيث يقوم نظام التحكم بضبط الإحداثيات ومعدل التغذية بشكل دائم وفق كافة محاور القطع (محورين أو ثلاثة عادةً).
وكيف يعمل
نمط الاستيفاء الخطي هو G01، ويجب أن تكون وظيفة معدل التغذية F فعالة فيه، ويجب على الكتلة (block) الأولى التي يبدأ بها نمط الاستيفاء الخطي أن تتضمن تفعيلاً لمعدل التغذية وإلا ينتج خطأ أثناء التنفيذ بعد تشغيل الآلة مباشرة. الأمران G01 وF نمطيان (modal) مما يعني أنه يمكن إسقاطهما في كافة كتل الاستيفاء الخطي اللاحقة حالَما يتم إدراجهما مما يؤدي إلى معدل تغذية ثابت، ولا يتطلب الأمر إلا تغيير كلمات الإحداثيات في الكتل اللاحقة.
وماذا عن الحركة الخطية – بدايتها و نهايتها
الحركة الخطية - مثل أية حركة أخرى في برمجة آلات CNC - هي حركة بين نقطتين لها موضع بداية وموضع نهاية، يتم تعريف موضع بداية الحركة الخطية على أنه الموضع الحالي للأداة ويتم تعريف موضع نهايتها من خلال الإحداثيات الهدف الموجودة في الكتلة الحالية، ومن نافل القول أن نشير إلى أن موضع نهاية إحدى الحركات يصبح موضع بداية الحركة التي تليها.
الاستيفاء الخطي وفق محورين
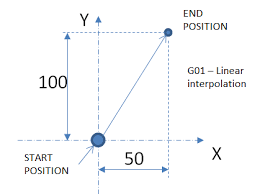
يمكن برمجة الحركة الخطية وفق محورين في الوقت نفسه، وهذه حالة شائعة جداً عندما تختلف نقطة نهاية الحركة الخطية G01 عن نقطة بدايتها بإحداثيتين، ومسار هذه الحركة هو مستقيم في مستوي الحركة يميل بزاوية يقوم نظام التحكم بحسابها، انظر الشكل أدناه.
حركة استيفاء خطي وفق محورين
الاستيفاء الخطي وفق ثلاثة محاور
الحركة الخطية التي تتم وفق ثلاثة محاور في الوقت نفسه تدعى ”حركة استيفاء خطي ثلاثية المحاور“ (انظر الشكل أدناه)، وهذه الحركة ممكنة في كافة مراكز التشغيل CNC تقريباً.
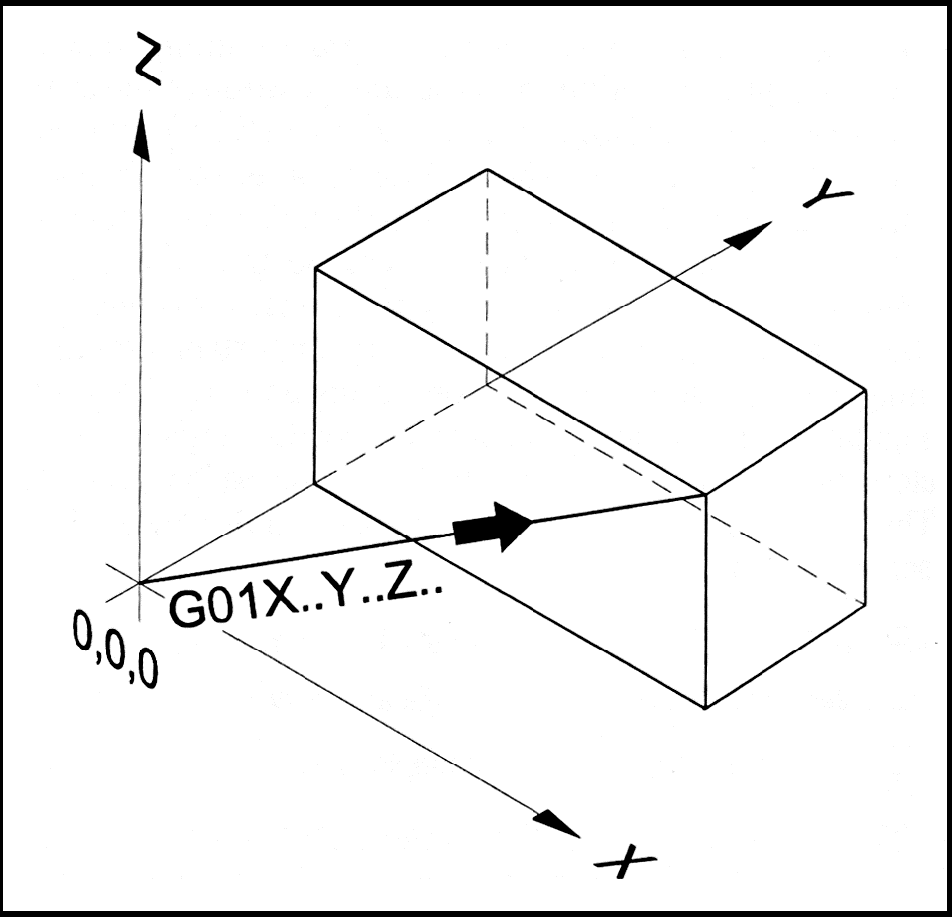
حركة استيفاء خطي وفق ثلاثة محاور
صيغة البرمجة
لبرمجة حركة الأداة في نمط الاستيفاء الخطي نَستخدِم الأمر التحضيري G01 مع محور واحد أو اثنين أو ثلاثة بالإضافة إلى معدل تغذية القطع (العنوان F) المناسب للعمل:
G01 X.. Y.. Z.. F..
كافة مداخل كتلة الحركة الخطية نمطية ولا داعي لبرمجتها إلا عندما تكون جديدة أو عند تغييرها، ولا ينبغي تكرار إلا الكلمات التي تتأثر بالتغيير في الكتل اللاحقة.
تبعاً لطريقة البرمجة المختارة يمكن برمجة حركة الاستيفاء الخطي في النمط المطلق أو التزايدي باستخدام الأمرين التحضيريين G90 وG91 في مراكز التشغيل والعنوانين U وW من أجل النمط التزايدي في أعمال الخراطة.
معدل التغذية الخطي
يمكن برمجة معدل تغذية القطع الفعلي من أجل حركة الأداة إما بالنسبة للزمن (mm/min أو in/min) أو بالنسبة لدورات العمود الدوار (mm/rev أو in/rev)، ويتعلق هذا الاختيار بنوع الآلة والواحدات البعدية المستخدمة، حيث يُستخدَم معدل التغذية بالنسبة للزمن بشكل نموذجي في مراكز التشغيل والمثاقب والفارزات وآلات التخديد والقَطع بالشرارة والليزر والسلك في حين يُستخدَم معدل التغذية بالنسبة للدورات بشكل نموذجي في المخارط CNC.
وإليك مثال برمجي
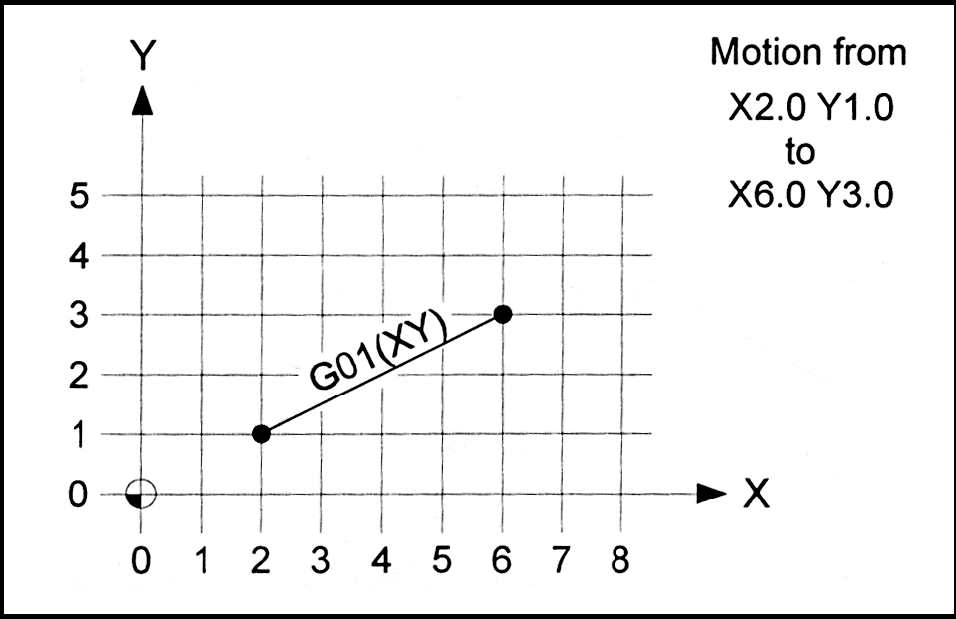
لتوضيح الاستخدام العملي لنمط الاستيفاء الخطي في برامج التشغيل نقدِّم فيما يلي مثالاً بسيطاً مبيناً في الشكل أدناه.
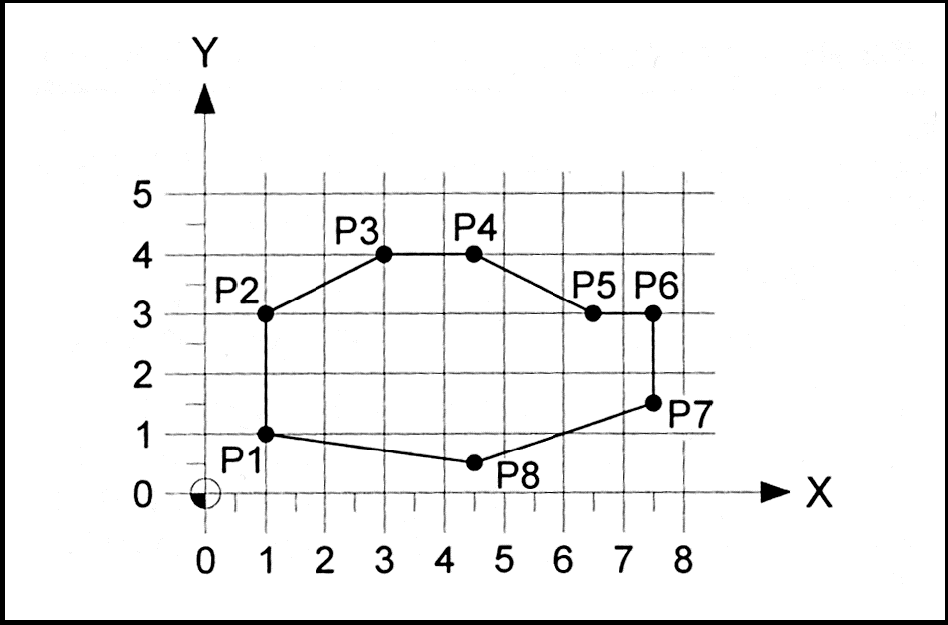
مثال توضيحي عن الاستيفاء الخطي
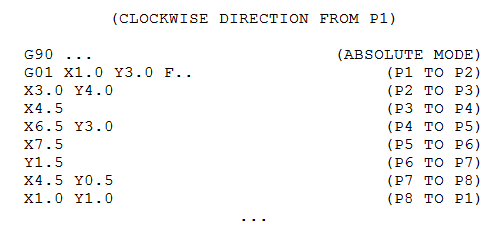
يؤمِّن الاستيفاء الخطي طريقة لبرمجة كافة الحركات المتعامدة (أي الأفقية والشاقولية) إضافةً إلى الحركات التي تصنع زاوية في مستوي العمل لرسم المسار الأقصر بين نقطتين، يجب برمجة معدل التغذية في هذا النمط حتى تتم عملية إزالة المعدن بشكل صحيح، لاحظ عدم تكرار الإحداثيات التي لا تتغير من نقطة إلى النقطة التالية.
للتوسع أكثر عزيزي القارئ
ولتغطية الكثير من المواضيع الأخرى مثل الاستيفاء الدائري (circular interpolation) وتعويض طول أداة التشغيل وتعويض نصف قطرها وتشغيل المجاري والجيوب والخراطة والتجويف والقلوظات (threads) وتدوير المراجع وربط آلات CNC مع برامج CAD/CAM وغيرها من المواضيع ندعوكم إلى الاطلاع على كتاب "دليل برمجة آلات التشغيل CNC " إصدار دار شعاع، كما يمكنك الاطلاع على كتاب"أمثلة تطبيقية على برمجة المخارط والفارزات المبرمجة CNC " للتدرب على المزيد من المسائل والتمارين المحلولة. ننصحك بالاطلاع على كتاب التصميم على سوليدووركس من البداية إلى الاحتراف SolidWorks تصميم القطع بذكاء.
كتب ومراجع مهمة ذات صلة